

我们的16Mn幕墙方矩管品质放心产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:16Mn幕墙方矩管品质放心的图文介绍


方矩管对炉体密封性。光亮退火炉应是封闭的,与外界空气隔绝;采用氢气作保护气的,只有一个排气口是通的(用来点燃排出的氢气)。检查的方法可以用肥皂水抹在退火炉各个接头缝隙处,看是否跑气;其中容易跑气的地方是退火炉进管子的地方和出管子的地方,这个地方的密封圈特别容易磨损,要经常检查经常换。
4、方矩管保护气压力。为了防止出现微漏,炉内保护气应保持一定的正压,如果是氢气保护气,一般要求20kBar以上。
5、炉内水汽。一方面检查炉体材料是否干燥,初次装炉,炉体材料必须要烘干;二是进炉的方管是否残留过多水渍,特别管子上面如果有孔的话,千万别漏水进去了,要不然就把炉子气氛全破坏了。



联众物资有限公司(西双版纳分公司)是一家专业生产各种规格 方矩管、冷拉扁钢厂家、热轧方钢厂家、热轧扁钢厂家的厂家,目前国内 方矩管、冷拉扁钢厂家、热轧方钢厂家、热轧扁钢厂家生产比较齐全的厂家之一。 专业的服务为客户创造尽善尽美的 方矩管、冷拉扁钢厂家、热轧方钢厂家、热轧扁钢厂家,共创双赢的经营理念在客户心中享有崇高声誉。


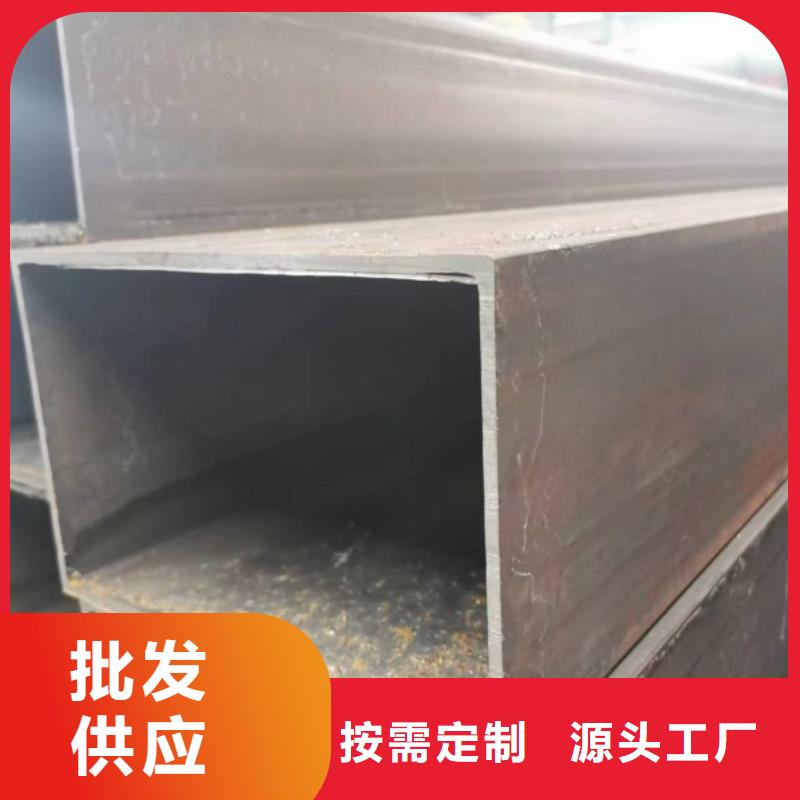
方矩管焊接顺序减少变形矩形,焊接顺序应该按照以下原则:先从中间向两边对称分层分段焊接,这样有利于应力扩散和释放,避免了在焊接生产复杂的应力,通过摆动焊接,焊接在开始形成的狭窄区内的塑性变形只发生一次,因为连续的摆动焊接和热量的输入,使加热面积过大,压缩塑性变形引起的面积大,所以焊接的收缩变形较大,方矩管分层分段焊接的时候,因为每一节都是很小的,热量也很小,每一层又分为若干段,所以每一焊的跳焊,基本上都是在冷板温度场上重建的,每次在狭窄的塑性变形去相应的分层直焊接纵向收缩率小,而不是通过连续时间的填充摆动使焊接变形小。



方矩管钢结构的焊接变形,主要是焊接应力较大,大于结构的承受能力后,导致结构扭曲,以缓解较大的焊接应力。。
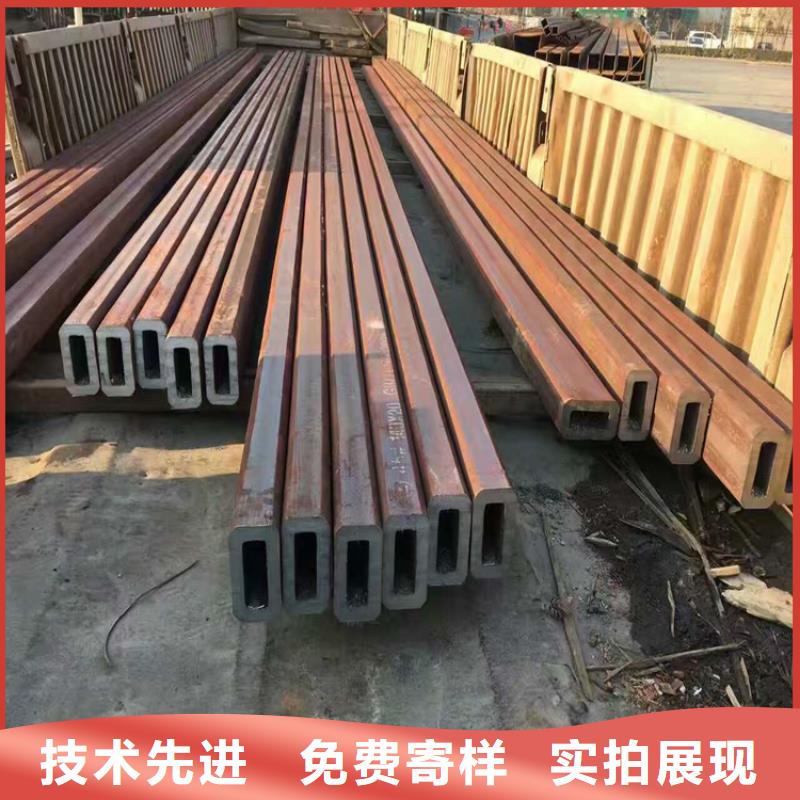
1、采取较小的焊接参数,小规范焊接,即电流要点,速度慢一点等
2、先进行点固焊,把整个结构全部焊接成形,以增加结构强度
3、每条焊缝,尤其是长焊缝,都不要一次性焊接完成,间断分部完成。
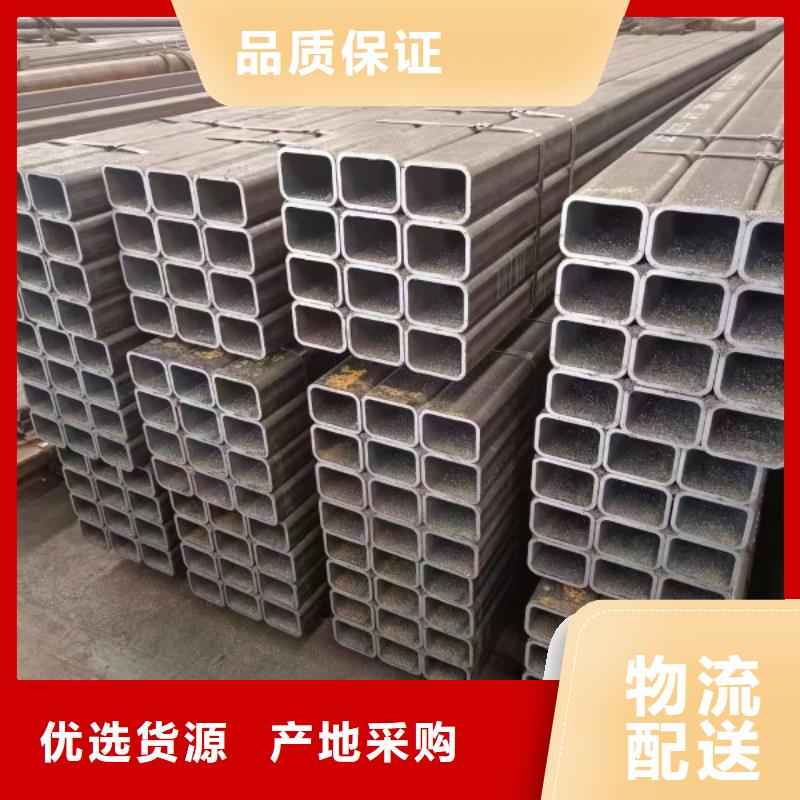
方矩管焊接焊接变形主要是焊缝收缩力大于母材强度造成的。
1:采取较小的焊接线能量,(焊接线能量与电流大小成正比,而与焊接速度成反),即:用较小焊接电流、较快的焊速。
2:只有单面一条焊缝的,采用从中部开始分段退焊,即:第二段焊缝收弧在段起弧处。